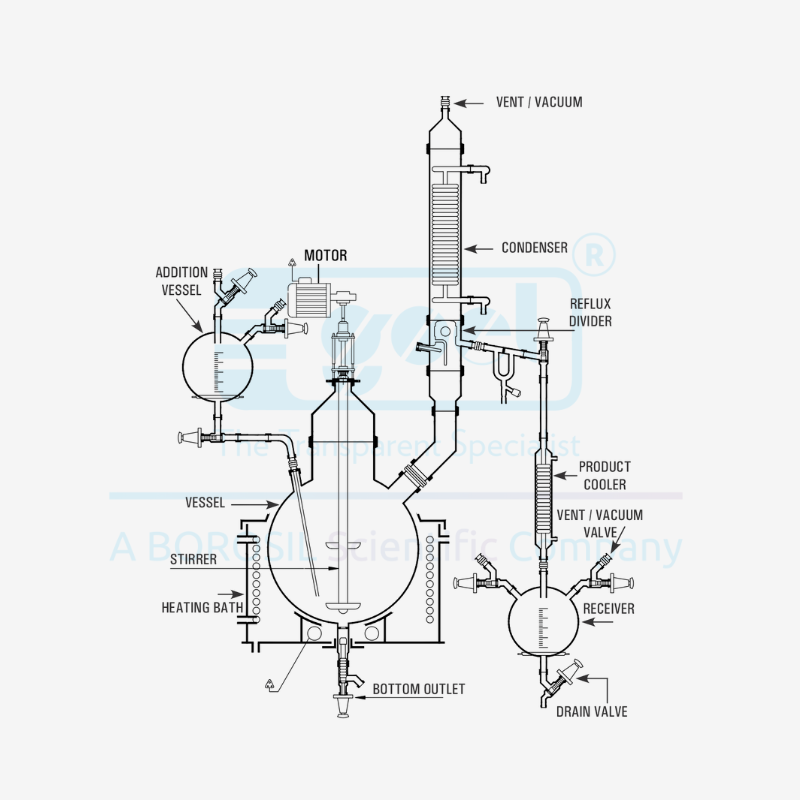
• Material: borosilicate glass, PTFE seals, stainless supports
• Capacity: typical catalog sizes in tens to hundreds of liters
• Operating envelope: ambient to moderate vacuum or slight positive pressure
• Stirring: variable speed mechanical drive with magnetic or mechanical coupling
• Temperature: –50 °C to +200 °C (depending on heating method)
• Configuration: reaction flask with reflux condenser, ports for feed/withdrawal, sample lines
• Interfaces: standard flanges, glass joints, and accessory ports
• Utility compatibility: heating / cooling media lines, vacuum or inert gas purging