• Available capacities: 20 L, 50 L, 100 L, 200 L, 300 L, 500 L
• Heating bath power (kW): e.g., 4.0 kW for 20 L, 24.0 kW for 500 L
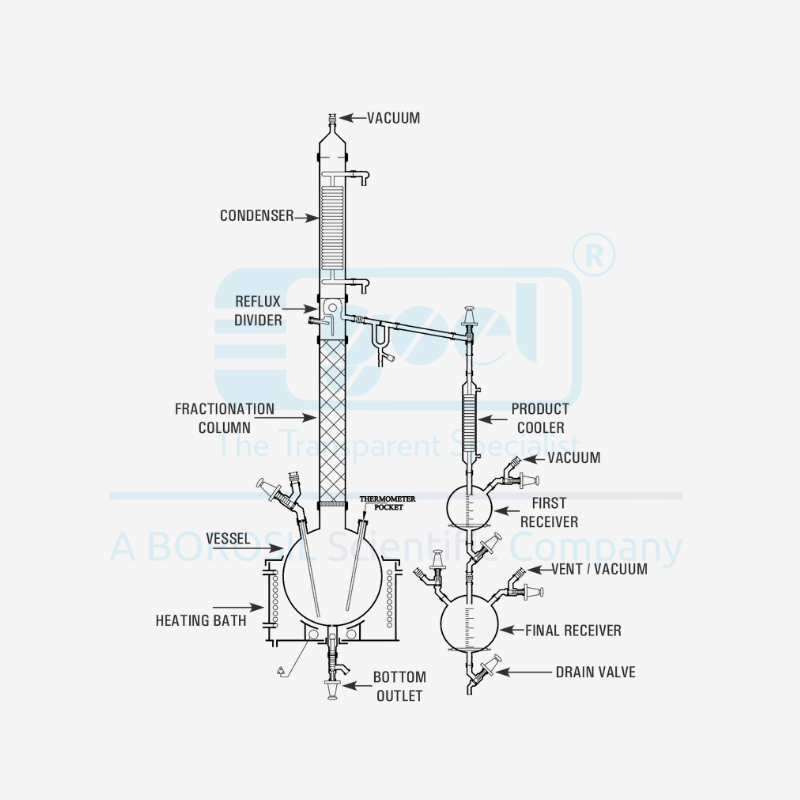
• Vapor line flange: DN 80 to DN 300 • Condenser heat transfer area (HTA): 0.35 to 4.00 m²
• Cooler HTA: ~0.10 to 0.70 m²
• Receiver sizes: 2 L, 5 L, 10 L, 20 L, 50 L
• Operating modes: atmospheric and full vacuum
• Materials: borosilicate glass, PTFE seals, corrosion-resistant supports
• Features: reflux control, drain valve, modular packing support