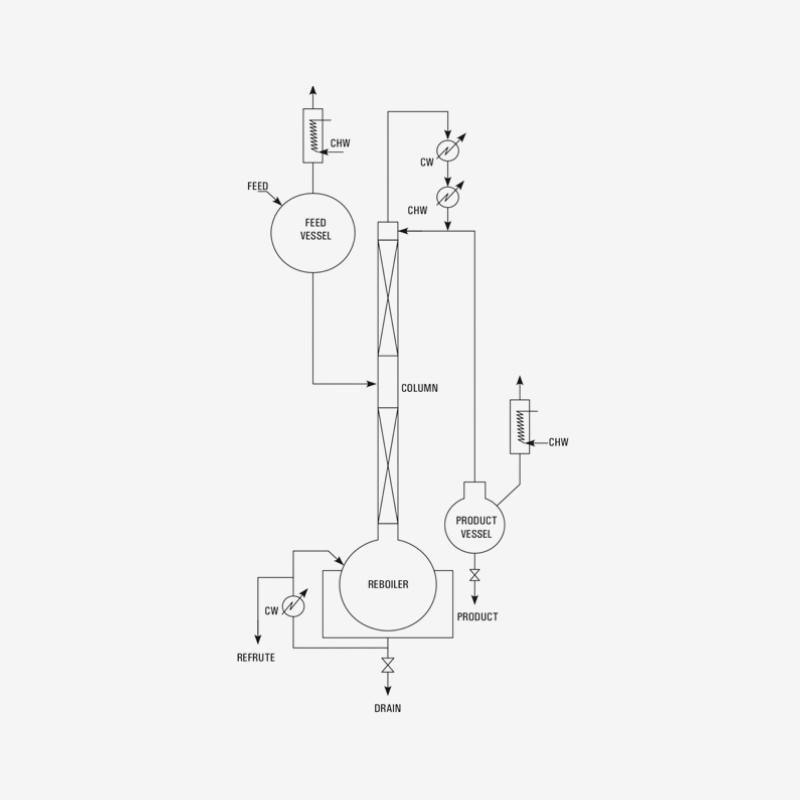
• Mode: Continuous distillation with steady feed
• Components: overhead vessel, reflux, reboiler, primary & secondary condensers, receiver
• Condenser cooling: chilled water circulation + vent condenser to minimize volatile loss
• Reflux: partial reflux, controlled draw-off of product
• Utility inputs: steam to reboiler, cooling water / chilled water for condensers
• Material: borosilicate glass, PTFE wetted parts, corrosion-resistant supports
• Scale flexibility: from small lab scale (kg/day) to industrial scale (tons/day)
• Design focus: uniform product quality, low utility consumption, minimal downtime
Note: explicit numeric data (e.g., heat duties, flows) not published in source document.